Vacuum Brazing
Vacuum brazing is a process of joining metal parts in a vacuum chamber using a filler metal - the brazing alloy.
The method offers significant advantages in terms of the quality of joints and component integrity. With a brazing temperature of 800 – 1200 °C, it produces clean and strong joints that are highly resistant to a wide range of temperatures and conditions.
Overview
The principle of vacuum brazing is to join metal parts using a brazing alloy as a filler material, which melts at high temperatures in a vacuum. The filler metal is distributed between the closely fitting surfaces of the joint by capillary attraction.
Vacuum brazing is a metalworking process that involves bonding two or more metal components together using heat and filler material. The process is performed in a vacuum chamber, which removes air and other gases that could interfere with the bonding process.
During the vacuum brazing process, the metal components are placed in the vacuum furnace and heated up to the melting temperature of the brazing alloy (from 930 to 1230 °C). During the brazing process, a proper level of vacuum must be maintained to remove any air or gas remaining in the chamber.
As the braze alloy melts, it flows into the joint between the components and forms a robust and high-quality bond when it cools and solidifies.
Advantages
Vacuum brazing is characterized by its flexibility and effectiveness in producing firmly bonded, smooth connections.
Clean joints
The level of purity of the atmosphere in a vacuum can be precisely controlled, which results in less residual oxygen contaminating the work piece.
Strong bond
Vacuum brazing produces strong, resistant to corrosion and fatigue, high-quality bonds between metal components.
No porosity
The vacuum environment of the furnace helps to eliminate any porosity that may be present in the brazing alloy or metal components, which might then affect the strength and reliability of the bond.
No oxidation
The vacuum environment of the furnace prevents the brazing alloy and metal components from oxidizing, which can weaken the bond and affect the performance of the final product.
High-temperature capability
Vacuum brazing can be applied to join metal components that will be subjected to high temperatures.
Precision
The vacuum brazing process is highly precise, which allows for the joining of thin, closely spaced elements.


Vacuum Brazing at AIC
Vacuum brazing at AIC relies on experience, quality standards, and control of each step of the process to ensure exceptionally strong, sealed joints in our products.
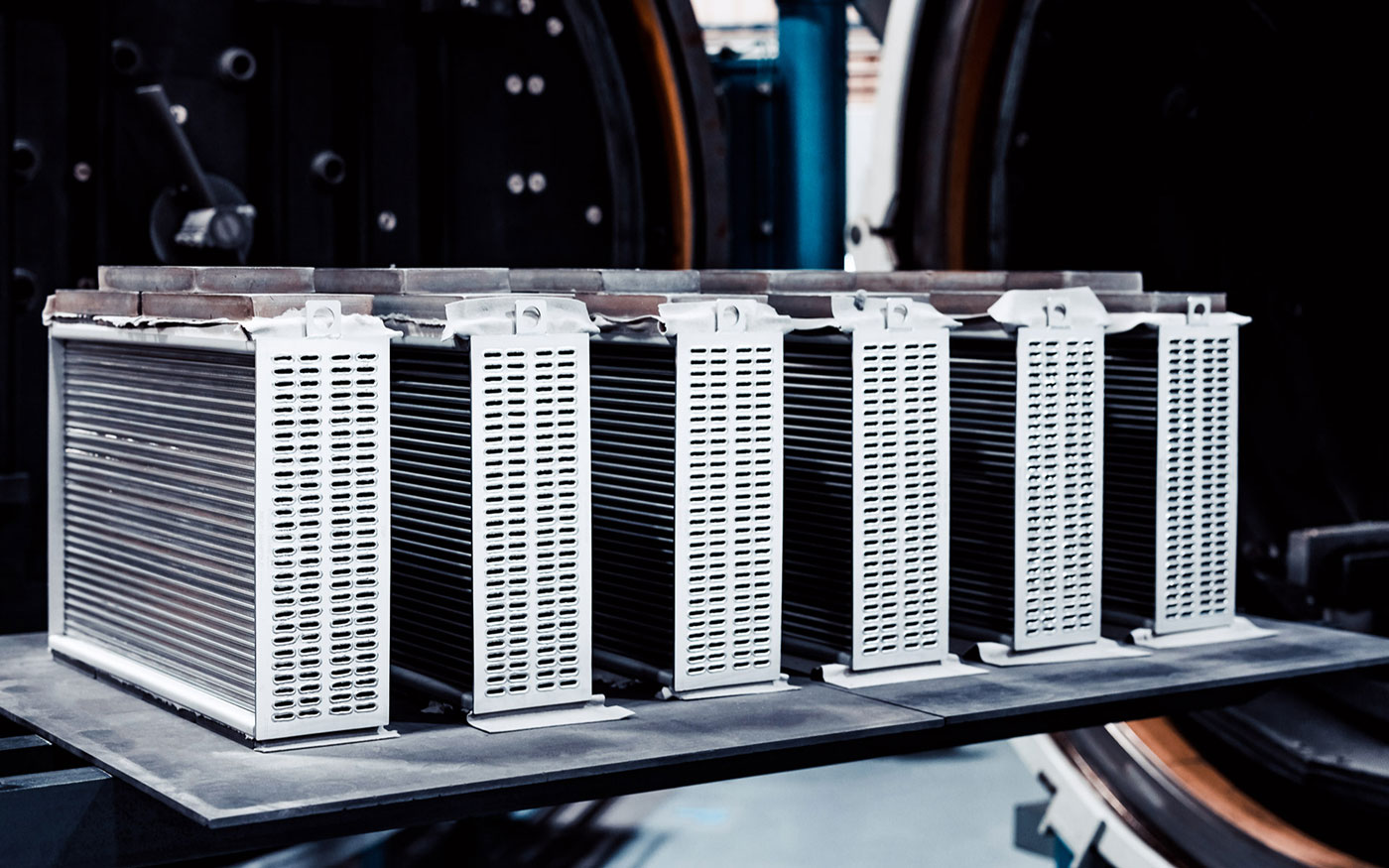
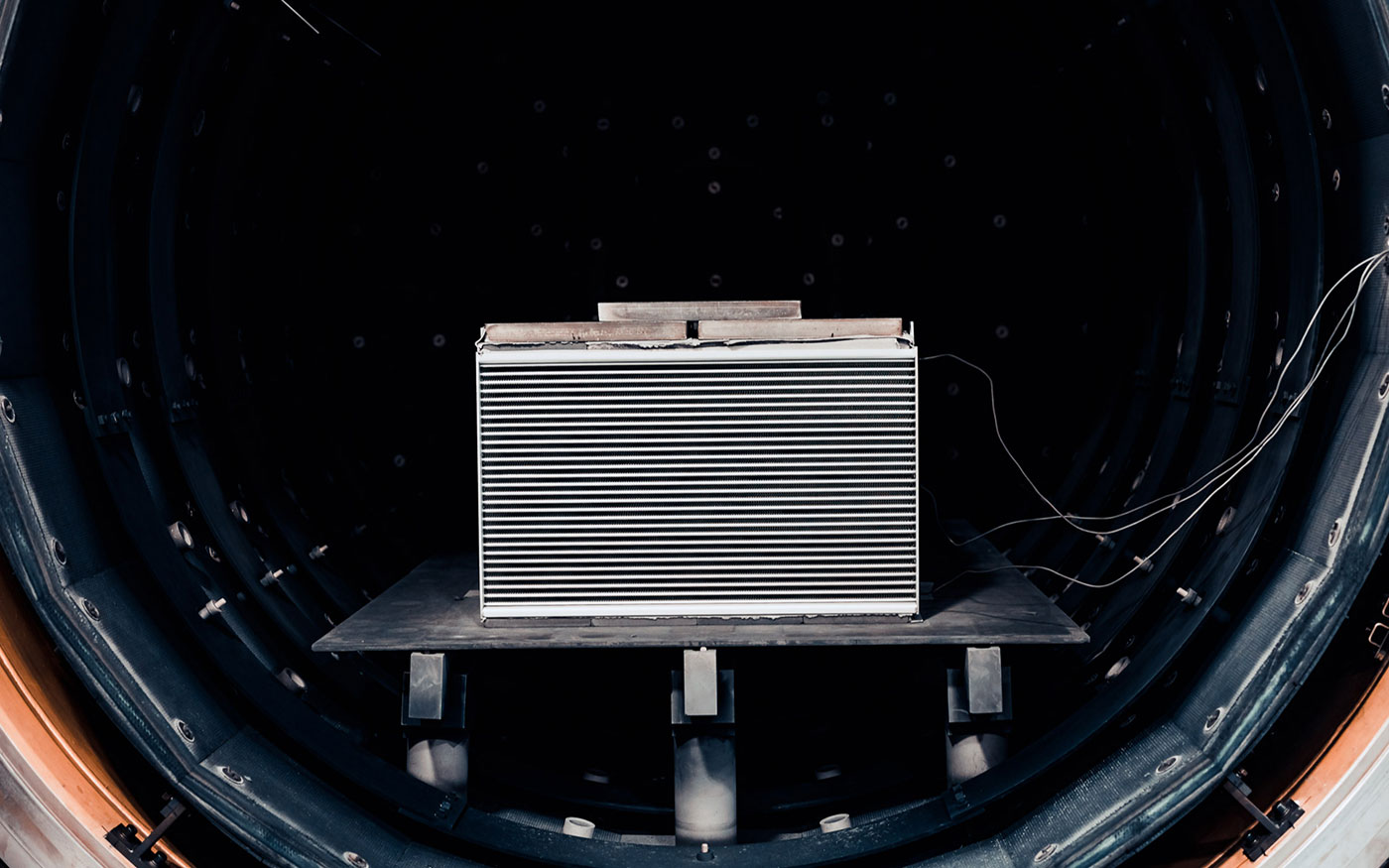
AIC is equipped with front-loading, horizontal vacuum furnaces for high-temperature brazing. They can also be used for hardening, annealing, and sintering processes.
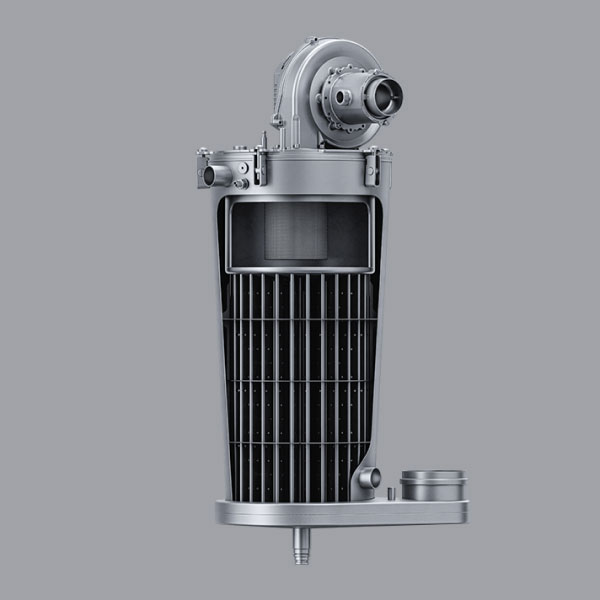
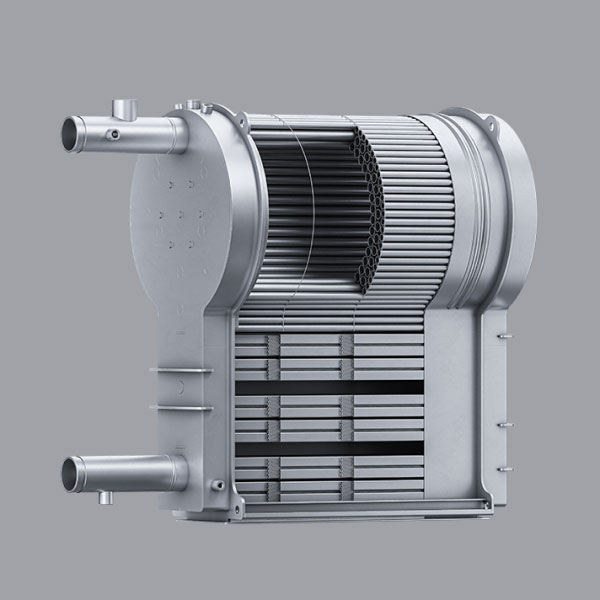
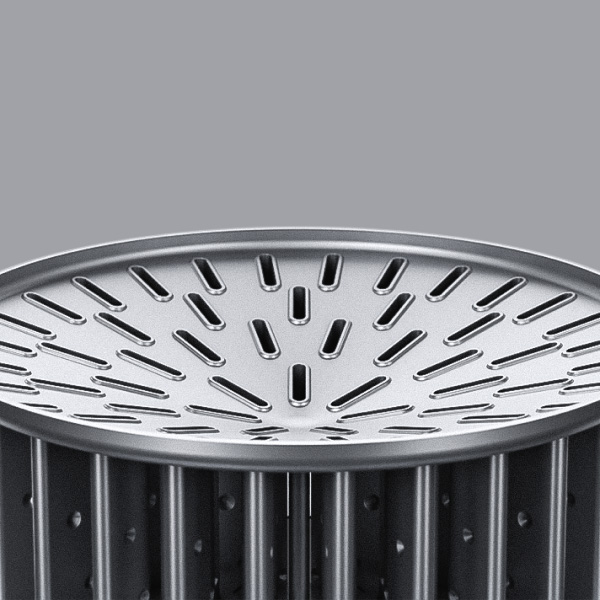
The vacuum brazing technology is used for the most labor-intensive process in heat exchanger production, which is connecting the tubes to the tube sheet.
When designing the brazing process for a particular product, we choose different filler materials. Layers of thin, amorphous nickel foil are a typical choice for economizer products (fin-to-tube connections). We use solder paste (applied to the joint by a robotic arm) for tube-to-tube-sheet connections. The elements being connected are then placed into a vacuum furnace and heated to the melting point of the brazing alloy. In the cooling process, shielding gases such as argon or nitrogen are used to prevent contamination of the joints.
The vacuum brazing process allows multiple pre-prepared subassemblies to be placed in the furnace and a large number of closely spaced joints to be made simultaneously, making this method faster than laser welding in some cases.
In addition, vacuum brazing is used to connect the tube bundles made in the ribbon channel technology, which cannot be welded due to the small thickness of the material.